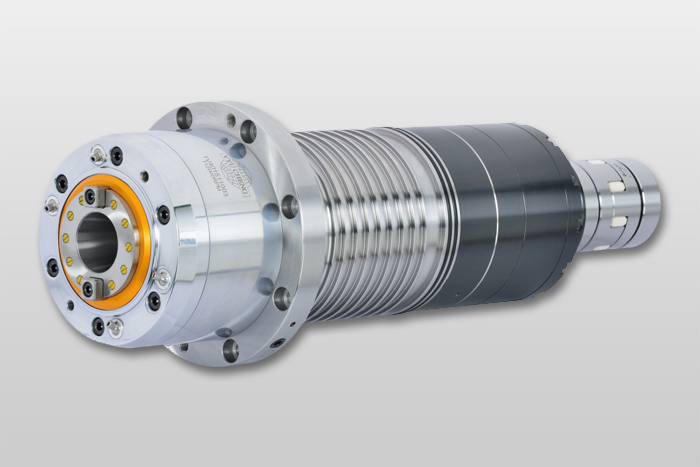
TV40
| 规格 |
Ø120 |
定位方式 |
— |
主轴斜度内孔偏摆 |
0.002 mm |
| 最高转速 |
15000 rpm |
拉刀力 |
700 ± 10 kgf |
测试棒主轴端偏摆 |
0.003 mm |
| 刀把规格 |
BT40 |
拉刀方式 |
四瓣爪 |
测试棒300 mm偏摆 |
0.008 mm |
| 培林规格 |
前轴承 7012x2 |
中心出水 |
无 |
动平衡 |
G1 |
| 後轴承 7012x2 |
打刀缸 |
标准 |
安装方式 |
立式 |
| 培林润滑方式 |
油脂式 |
主轴前端气幕 |
标准 |
|
|
| 培林预压方式 |
定位置预压 |
冷却方式 |
油冷式 |
|
|
| 培林温升控制 |
室温+18℃以内 |
主轴冷却需求 |
1000 kca/h |
|
|
| 传动方式 |
直结式 |
前盖环喷数量 |
4孔(标准) |
|
|
| 规格 |
Ø140 |
定位方式 |
— |
主轴斜度内孔偏摆 |
0.002 mm |
| 最高转速 |
15000 rpm |
拉刀力 |
1000 ± 10 kgf |
测试棒主轴端偏摆 |
0.003 mm |
| 刀把规格 |
BT40 |
拉刀方式 |
四瓣爪 |
测试棒300 mm偏摆 |
0.008 mm |
| 培林规格 |
前轴承 7013x2 |
中心出水 |
无 |
动平衡 |
G1 |
| 後轴承 7013x2 |
打刀缸 |
标准 |
安装方式 |
立式 |
| 培林润滑方式 |
油脂式 |
主轴前端气幕 |
标准 |
|
|
| 培林预压方式 |
定位置预压 |
冷却方式 |
油冷式 |
|
|
| 培林温升控制 |
室温+18℃以内 |
主轴冷却需求 |
1500 kca/h |
|
|
| 传动方式 |
直结式 |
前盖环喷数量 |
4孔(标准) |
|
|
| 规格 |
Ø150 |
定位方式 |
— |
主轴斜度内孔偏摆 |
0.002 mm |
| 最高转速 |
15000 rpm |
拉刀力 |
1000 ± 10 kgf |
测试棒主轴端偏摆 |
0.003 mm |
| 刀把规格 |
BT40 |
拉刀方式 |
四瓣爪 |
测试棒300 mm偏摆 |
0.008 mm |
| 培林规格 |
前轴承 7014x2 |
中心出水 |
无 |
动平衡 |
G1 |
| 後轴承 7014x2 |
打刀缸 |
标准 |
安装方式 |
立式 |
| 培林润滑方式 |
油脂式 |
主轴前端气幕 |
标准 |
|
|
| 培林预压方式 |
定位置预压 |
冷却方式 |
油冷式 |
|
|
| 培林温升控制 |
室温+18℃以内 |
主轴冷却需求 |
1500 kca/h |
|
|
| 传动方式 |
直结式 |
前盖环喷数量 |
4孔(标准) |
|
|
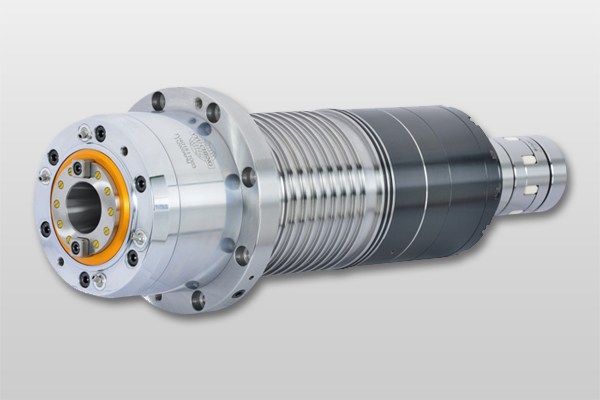
TV50
| 规格 |
Ø155 |
定位方式 |
— |
主轴斜度内孔偏摆 |
0.002 mm |
| 最高转速 |
10000 rpm |
拉刀力 |
1500 ± 10 kgf |
测试棒主轴端偏摆 |
0.003 mm |
| 刀把规格 |
BT50 |
拉刀方式 |
四瓣爪 |
测试棒300 mm偏摆 |
0.008 mm |
| 培林规格 |
前轴承 7016x2 |
中心出水 |
无 |
动平衡 |
G1 |
| 後轴承 7016x2 |
打刀缸 |
标准 |
安装方式 |
立式 |
| 培林润滑方式 |
油脂式 |
主轴前端气幕 |
标准 |
|
|
| 培林预压方式 |
定位置预压 |
冷却方式 |
油冷式 |
|
|
| 培林温升控制 |
室温+18℃以内 |
主轴冷却需求 |
1500 kca/h |
|
|
| 传动方式 |
直结式 |
前盖环喷数量 |
4孔(标准) |
|
|
| 规格 |
Ø190 |
定位方式 |
— |
主轴斜度内孔偏摆 |
0.002 mm |
| 最高转速 |
10000 rpm |
拉刀力 |
1800 ± 10 kgf |
测试棒主轴端偏摆 |
0.003 mm |
| 刀把规格 |
BT50 |
拉刀方式 |
四瓣爪 |
测试棒300 mm偏摆 |
0.008 mm |
| 培林规格 |
前轴承 7018x2 |
中心出水 |
无 |
动平衡 |
G1 |
| 後轴承 7018x2 |
打刀缸 |
标准 |
安装方式 |
立式 |
| 培林润滑方式 |
油脂式 |
主轴前端气幕 |
标准 |
|
|
| 培林预压方式 |
定位置预压 |
冷却方式 |
油冷式 |
|
|
| 培林温升控制 |
室温+18℃以内 |
主轴冷却需求 |
1500 kca/h |
|
|
| 传动方式 |
直结式 |
前盖环喷数量 |
6孔(标准) |
|
|




 首页
首页